

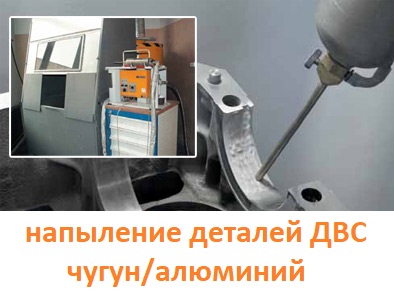







Профессиональное восстановление деталей ДВС
С двухтысячного года мы работаем в сфере металлообработки деталей двигателя. За это время, без преувеличения, стали настоящими профессионалами своего дела. Мы всегда открыты и готовы поделиться своим опытом и знаниями с другими. Качество - наш основной приоритет. В своей работе мы используем высокоточный измерительный инструмент и постоянно расширяем станочный парк новым оборудованием.
Шлифовка коленвала

Шлифовка коленвала требуется после определённого пробега двигателя для восстановления правильной геометрии изношенных шеек.
Процедура устраняет овальность и восстанавливает диаметр шеек, что нормализует давление масла и продлевает срок службы двигателя.
Перейти к прайсуРасточка блока
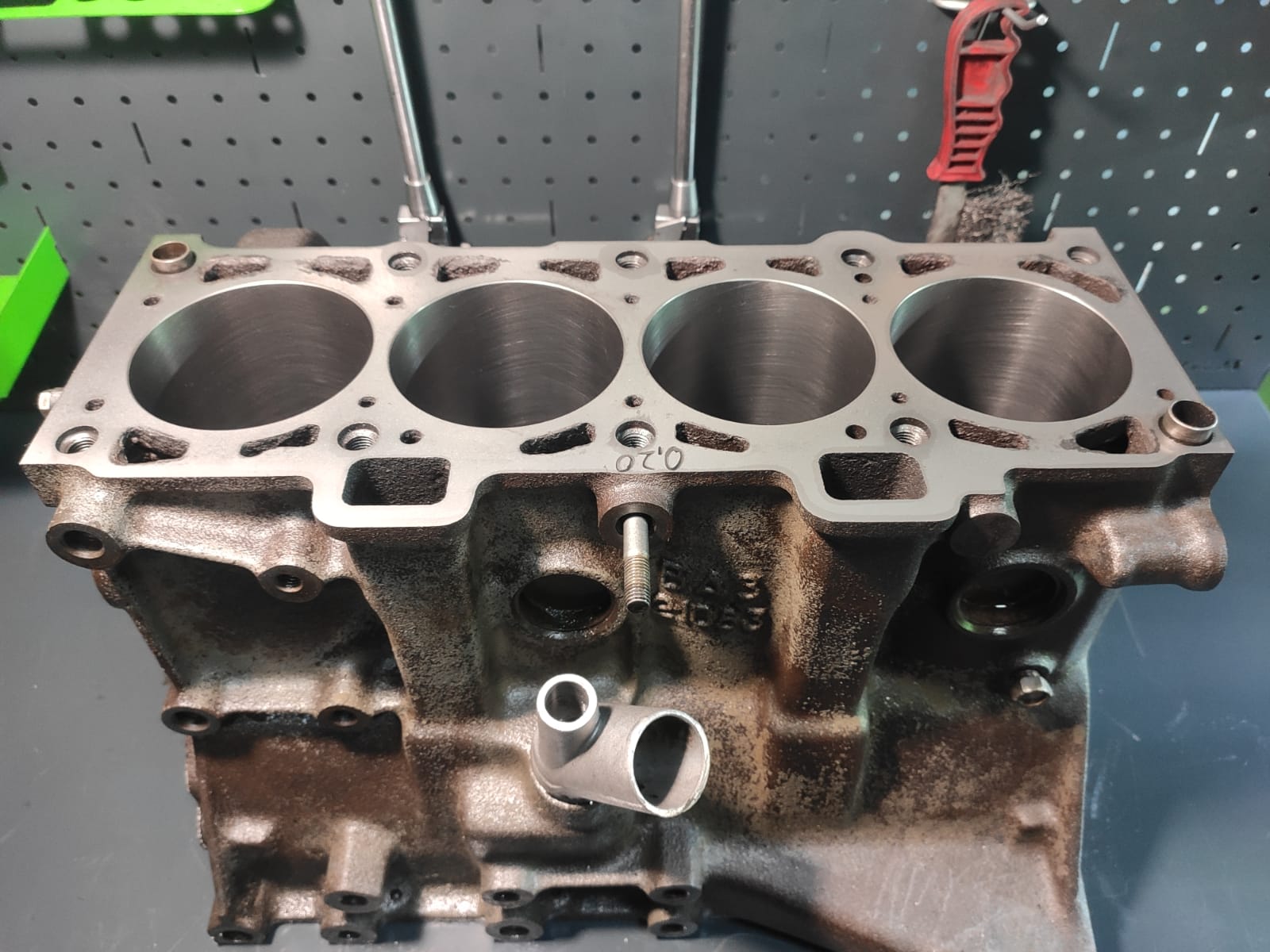
Цилиндры со временем теряют первоначальную форму из-за износа и температурных нагрузок.
Расточка восстанавливает геометрию цилиндров, устраняя эллипсность и обеспечивая правильную работу поршневой группы.
Перейти к прайсуГильзовка Блока
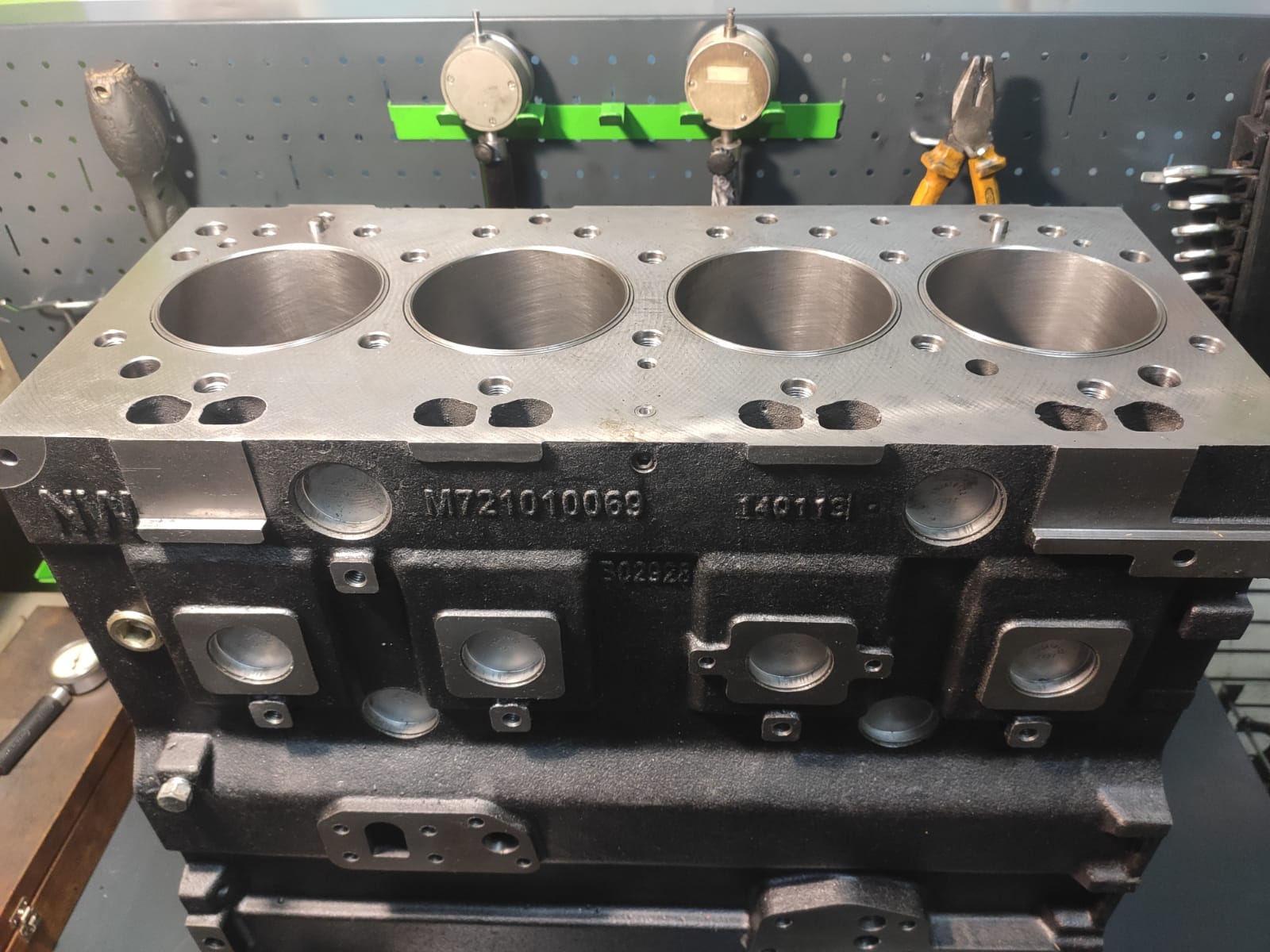
Гильзование - установка ремонтных гильз в изношенные цилиндры.
Применяется как для мокрых, так и для сухих гильз, восстанавливая рабочий объём и жёсткость блока цилиндров.
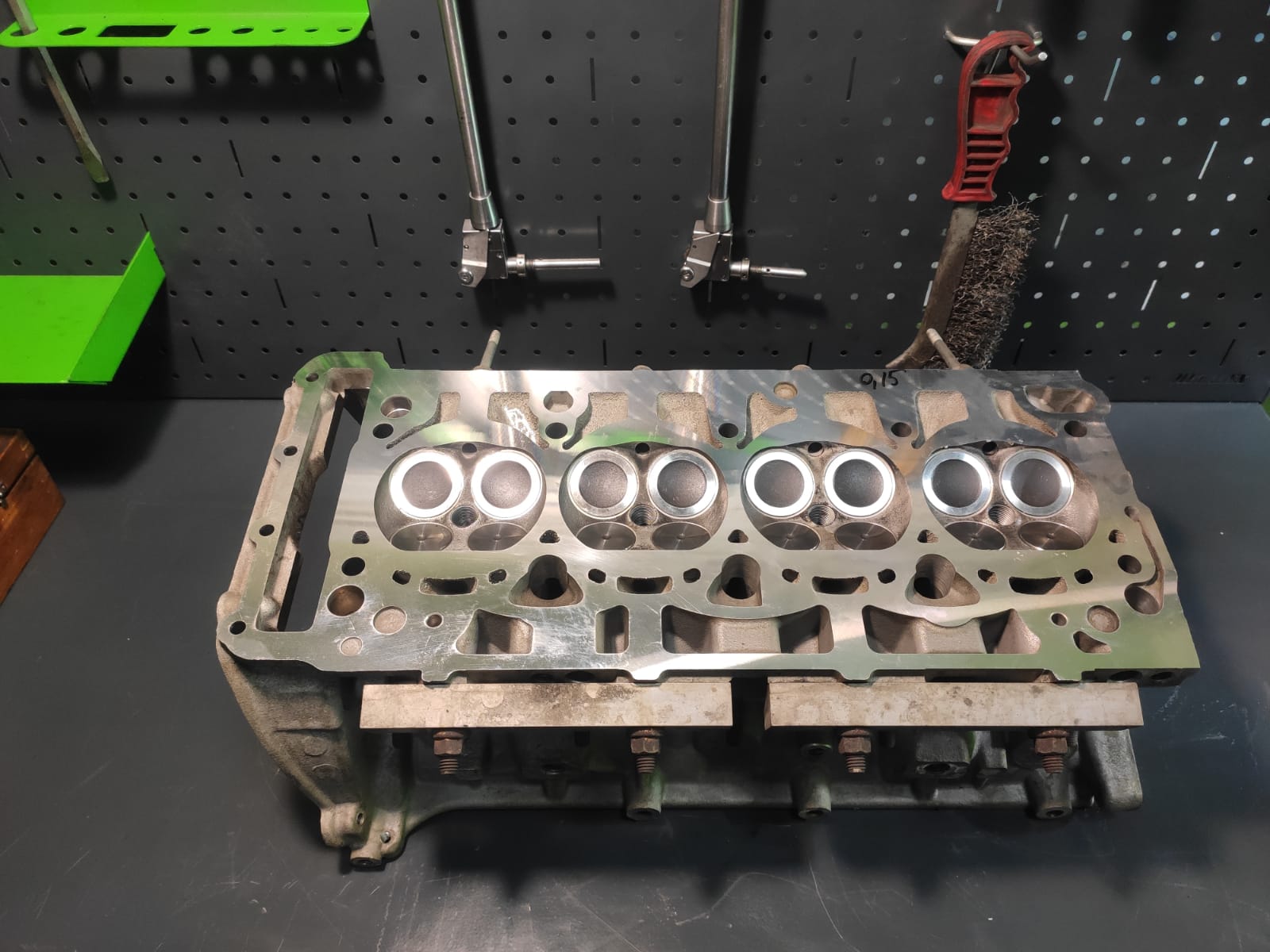
Перейти к прайсуФрезеровка ГБЦ

Восстановление плоскости головки блока цилиндров после перегрева или пробоя прокладки.
Фрезеровка обеспечивает герметичность соединения ГБЦ с блоком цилиндров.
Перейти к прайсуРемонт постелей
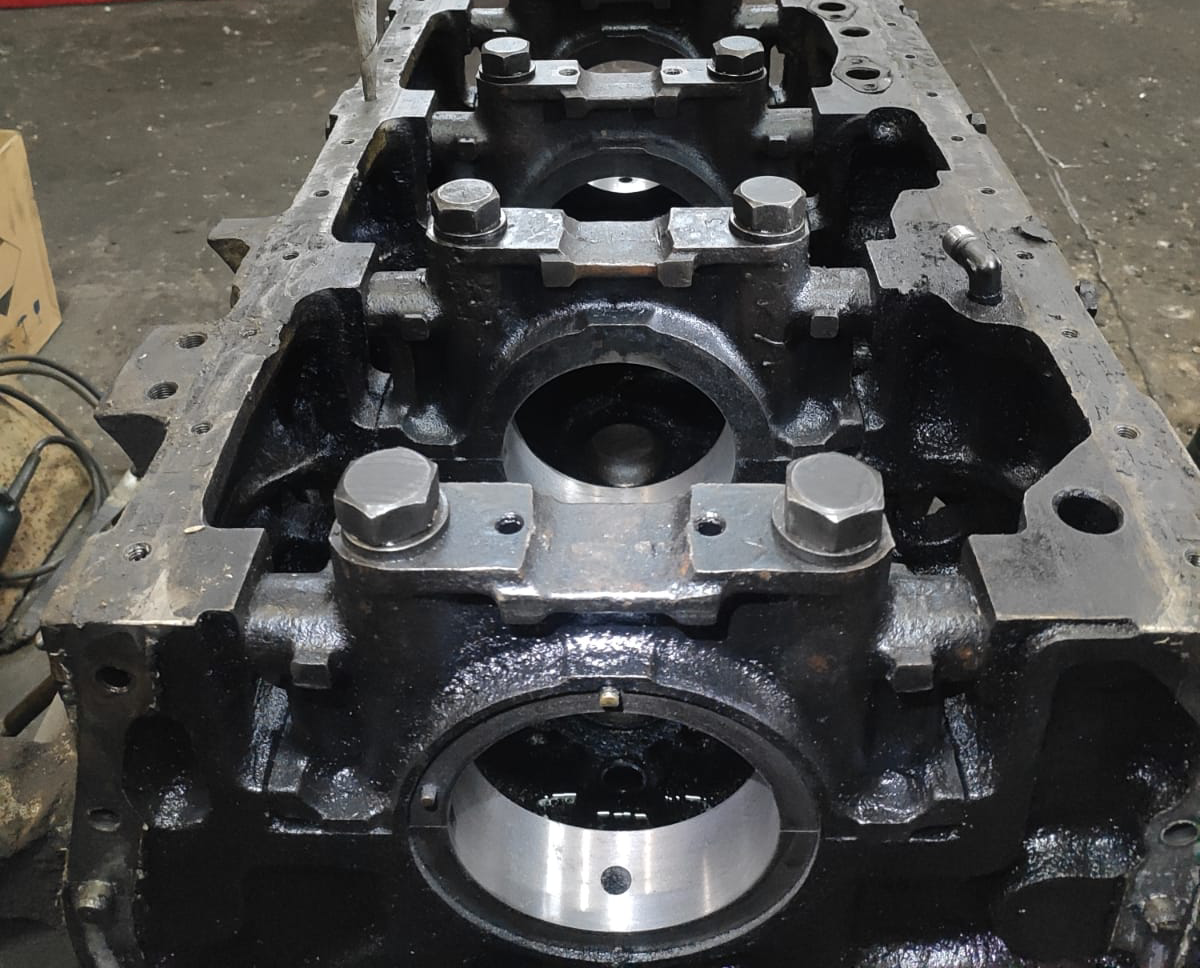
Восстановление постелей коленчатого вала при износе или повреждении.
Обеспечивает правильное положение коленвала и предотвращает заклинивание двигателя.
Перейти к прайсуРемонт ГБЦ
Комплексное восстановление головки блока цилиндров.
Включает замену направляющих втулок, шлифовку фасок, притирку клапанов и проверку герметичности.
Перейти к прайсуСплошной контроль качества запасных частей

Мы проверяем каждую запчасть перед установкой. Осуществляем подбор запчастей по оригинальным каталогам. Обмен/возврат некачественных запчастей без бюрократии. Если запчасть не прошла проверку, то просто заказываем другую.